
La soldadura blanda es una habilidad primordial para el técnico e ingeniero electrónico. Es el proceso fundamental que convierte un puñado de componentes y una PCB en un circuito funcional.
Para empezar, es crucial entender qué es exactamente la soldadura y en qué se diferencia de otros procesos de unión metálica.
Fundamentos de la Soldadura Electrónica
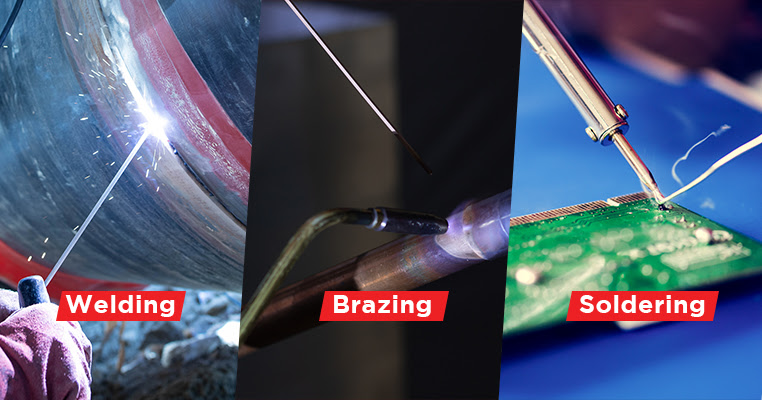
La soldadura es el proceso de fundir un material de aporte metálico (el estaño o aleación de soldadura) para unir dos piezas, típicamente la pata de un componente y el pad de una PCB.
La diferencia crucial con la soldadura por fusión (welding o soldadura por arco) radica en la temperatura: en la soldadura por fusión, las piezas a unir también se funden; en la soldadura blanda, solamente el material de aporte se funde.
La soldadura blanda es el método principal para fijar componentes a las Placas de Circuito Impreso (PCB). Su popularidad se debe a la simplicidad del proceso, la capacidad de realizarlo a gran escala y su costo relativamente bajo. Una unión por soldadura proporciona una conexión química entre las dos partes, lo que confiere una gran resistencia mecánica y excelente conductividad eléctrica.
Historia y Automatización: De la Soldadura Manual a los Métodos Industriales
Al inicio de la industria electrónica, la soldadura manual era la forma dominante. Sin embargo, a medida que las PCBs se hicieron más complejas, se introdujeron métodos automatizados.
Uno de estos es la soldadura por ola (wave soldering), en la que una placa se mueve sobre un flujo continuo de soldadura fundida. Esto permitió soldar placas con gran cantidad de componentes en cuestión de segundos.
Posteriormente, con la reducción del tamaño de los componentes (que pasaron a ser de Montaje Superficial o SMD), la combinación de máquinas Pick and Place con la soldadura por refusión (reflow soldering) permitió fabricar PCBs enteras completamente a máquina.

A pesar de la automatización, algunos componentes todavía requieren ser soldados a mano, incluso en dispositivos modernos. Estos suelen ser componentes grandes de orificio pasante (through-hole), como capacitores, inductores, transformadores y conectores. La soldadura manual también es común para prototipos y reparaciones.
Materiales de Soldadura: La Transición de Plomo/Estaño a las Aleaciones Sin Plomo
La Soldadura Tradicional (con Plomo)
La soldadura tradicional consiste en una mezcla eutéctica 63/37 (estaño/plomo) o la común 60/40. Esta combinación posee un bajo punto de fusión de 183°C.
-
Ventajas: Ofrece una excelente resistencia mecánica y una fase de fundición instantánea y nítida a esa temperatura.
-
Seguridad: El plomo en la aleación previene la formación de bigotes de estaño (tin whiskers), que son filamentos cristalinos que pueden crecer desde los pads y causar cortocircuitos.
Las Aleaciones Sin Plomo (Lead-Free)
Debido a la toxicidad extrema del plomo, la soldadura moderna utilizada en la industria de productos de consumo ha eliminado este elemento. En su lugar, se utilizan mezclas de plata, estaño y cobre (como el SAC305).
La mezcla sin plomo posee un punto de fusión significativamente más alto (típicamente 217°C). Esta temperatura más alta puede dificultar que la soldadura moje las superficies (wetting) y forme una unión limpia. Es importante señalar que, en cuanto a características de fiabilidad, las soldaduras a base de plomo son superiores a sus versiones más ecológicas.
Por esta razón, la soldadura con plomo todavía está permitida en aplicaciones críticas para la seguridad, incluyendo la industria aeroespacial, automotriz y de defensa.

El Equipo Clave: Estaciones de Soldadura y Soldadores para el Taller
El siguiente paso es seleccionar la herramienta adecuada: una estación de soldadura o un soldador tipo lapiz (cautín).
Soldador tipo Lápiz vs. Estación de Soldadura
Los soldadores(cautines) de mano aún son una buena opción para el principiante que no quiere invertir demasiado dinero en una estación de soldadura. Sin embargo, las estaciones ofrecen ventajas cruciales.

La Temperatura Justa: Por qué es Crucial el Control Térmico
La principal ventaja de una estación es que permite un ajuste preciso de la temperatura.
-
La Necesidad de Calentamiento: Si el cautín está demasiado frío, no fundirá la soldadura. Además, las piezas a soldar también deben alcanzar la temperatura adecuada; de lo contrario, la soldadura no se adherirá a ellas (mala humectación).
-
Riesgo por Exceso de Calor: Hay que tener precaución: aumentar la temperatura acortará la vida útil de la punta. Las puntas más económicas están hechas de un núcleo de cobre con un recubrimiento, y el calor extremo lo desgasta. Por ello, las puntas de material cerámico son una alternativa más duradera.
Potencia (Wattage) vs. Temperatura: Entendiendo la Capacidad de Entrega de Calor
Es crucial entender que la potencia (wattage) de un soldador no se relaciona con su temperatura de ajuste, sino con la cantidad de calor que puede entregar (capacidad térmica).
Un cautín de mayor potencia puede transferir más calor sin que su punta pierda su temperatura de funcionamiento. Esto es vital al soldar areas de cobre (ground planes), componentes grandes o zonas con alta disipación térmica.
-
Un cautín de baja potencia (menos de 40W) resultará en soldaduras frías (uniones de baja calidad y alta resistencia) al trabajar con grandes componentes.
-
Un cautín de mayor potencia (más de 60W) podrá mantener la temperatura de la punta.
Recomendación: Se recomienda obtener un cautín o estación que ofrezca entre 40W a 60W para un uso general en electrónica.
Tipos de Puntas (Bits): Aguja, Cincel y su Aplicación Óptima
Al elegir una punta para el cautín, se encontrarán dos geometrías principales:
-
Puntas Cónicas (Aguja):
-
Geometría: Terminan en una punta fina.
-
Uso: Son excelentes para trabajo de precisión y SMD diminutos.
-
Limitación: No pueden transferir tanto calor a una unión como las de cincel.
-
-
Puntas de Cincel (Chisel Bits):
-
Geometría: Tienen un borde plano ancho.
-
Uso: Muy útiles para soldar conexiones grandes, o para soldar múltiples uniones simultáneamente por arrastre (drag soldering).
-
Limitación: Su gran área las hace menos adecuadas para trabajo de precisión, ya que pueden tocar componentes adyacentes.
-
Consejo: En última instancia, la mejor punta será aquella con la que el usuario obtenga consistentemente los mejores resultados para su aplicación específica.

Cuidado y Mantenimiento Correcto de las Puntas
Una punta que se ensucia, se oxida o se corroe no podrá mojar el estaño correctamente. Es esencial mantenerlas limpias:
-
Esponja de Celulosa (Tradicional): Se humedece con agua. Si bien funciona, el uso de agua puede inducir estrés térmico en la punta, acortando su vida útil.
-
Esponja de Latón (Viruta): Es un método de limpieza mucho mejor, ya que evita el estrés térmico. Simplemente se frota el cautín en la esponja de viruta.

Estañado de la Punta (Tinning): Una vez que se ha terminado de soldar, es esencial fundir una pequeña cantidad de soldadura en la punta y permitir que permanezca allí. Esta capa de estaño protegerá la punta de la oxidación mientras está almacenada.
Guía Práctica: El Proceso de Soldadura Electrónica, Paso a Paso
El proceso general de soldadura funciona de la siguiente manera:
-
Limpiar la PCB.
-
Aplicar fundente (flux) a las almohadillas.
-
Insertar el componente y verificar su orientación.
-
Soldar el componente calentando el pad y el lead simultáneamente.
-
Retirar el alambre de soldadura, seguido del cautín.
-
Inspeccionar la calidad de la unión y limpiar.
Detalle del Proceso, Paso a Paso
Paso 1: Preparación y Limpieza de la PCB
Una limpieza rápida con alcohol de grado electrónico es crucial. El alcohol de grado electrónico suele ser Alcohol Isopropílico (IPA) con una concentración idealmente superior al 99%.
Paso 2: Aplicación del Fundente (Flux)
El fundente es una sustancia química que, al calentarse, actúa como un agente reductor que elimina óxidos y aceites, dejando una superficie óptima para la soldadura (facilitando el wetting).
-
El fundente viene en líquido, bolígrafos aplicadores o en pasta. Si bien la pasta es más utilizada por plomeros, en electrónica se usa para BGA y SMD de alta densidad.
Paso 3: Inserción y Orientación de Componentes
Es vital verificar el tipo, el valor y la referencia del componente, ya que la reparación (rework) posterior puede ser difícil.
-
Componentes como las resistencias y capacitores cerámicos no están polarizados.
-
Componentes como capacitores electrolíticos, transistores y circuitos integrados solo se pueden insertar en una orientación específica (verificar la marca de polaridad/pin 1).
Paso 4: Formación de la Unión (El Baño de Estaño)
Este paso debe hacerse rápida pero cuidadosamente. El mayor error es pre-estañar la punta del cautín y luego transferir esa soldadura, ya que no mojará la unión correctamente.
-
Técnica Correcta: Toque el pad y el lado de la pata del componente con la punta del cautín. Después de uno o dos segundos (para precalentar), acerque el alambre de soldadura al lado opuesto del pad. Si se hace correctamente, el alambre debería fundirse inmediatamente y fluir por la unión por acción capilar (capillaridad).
Paso 5: Retiro Secuencial del Estaño y el Cautín
El alambre de soldadura debe retirarse primero, antes de retirar la punta del cautín. Los pasos 4 y 5 deben realizarse en cuestión de segundos para evitar el riesgo de daño térmico a los componentes.
Paso 6: Inspección y Post-Limpieza
La unión debe inspeccionarse para ver si tiene la característica forma cóncava (o de "cono"), libre de rugosidad y, si es con plomo, brillante.
-
Apariencia: La forma cóncava es ideal porque indica buena humectación y surge de la tensión superficial. Con soldadura sin plomo, las uniones pueden ser lisas y tener forma cóncava, pero serán opacas (no brillantes).
-
Limpieza Final: La unión debe limpiarse de cualquier resto de fundente (ácido) con IPA de alta concentración para prevenir la corrosión a largo plazo de la PCB.
El Proceso Inverso: Técnicas Fundamentales de Desoldadura
Si bien la soldadura es el proceso de unión, la desoldadura es el proceso de retirar el material de aporte y separar dos partes. La desoldadura es a menudo más difícil que la soldadura inicial, por lo que es vital dominar los procedimientos básicos para minimizar la necesidad de reparación (rework).
Herramientas de Desoldadura
Para retirar el estaño, existen varias herramientas principales:
-
Malla Desoldante (Trenza de Cobre): Una trenza de cobre fino que, al calentarse, absorbe el estaño fundido por acción capilar.
-
Bomba de Vacío (Chupón o chupa-estaño): Un dispositivo manual que, mediante succión, retira rápidamente el estaño una vez fundido.
-
Pinzas de Desoldar: Equipos específicos (a menudo de aire caliente) que se usan para la extracción simultánea de componentes SMD.

Conclusión
Dominar la soldadura electrónica va más allá de solo fundir estaño; implica comprender la química de las aleaciones (con o sin plomo), el rol crítico del flux y la importancia técnica de herramientas con potencia y control de temperatura adecuados. Al aplicar los seis pasos fundamentales —desde la limpieza con IPA hasta la inspección de la unión cóncava—, el técnico garantiza conexiones robustas y fiables. Esta habilidad es esencial tanto para la creación de prototipos como para el rework, marcando la diferencia entre un circuito funcional y uno destinado al fracaso. Ahora que conoces los fundamentos, el siguiente paso es llevar el cautín al pad y comenzar a construir.